Mein 50 Watt CO2-Laser
Der Co2 Laser ist mir über die letzten Jahre zu einem unverzichtbarem Werkzeug für viele Bereiche meiner Hobbyaktivitäten geworden. Gegenüber dem 3D Drucker liefert er schneller preiswertere Prototypenmodelle und gegenüber der CNC Fräse erspart man sich die teilweise sehr komplexe Werkstückaufspannung und die Werkzeugkosten. Sicherlich kann er diese Geräte nicht ganz ersetzen - wenn immer es geht, konstruiere ich heute aber laserfähige Lösungen.
Durch die Vielfalt der bearbeitbaren Materialien kann man mit dem Lasercutter seiner Kreativität freien Lauf lasse. Bei mir schneidet und graviert er Papier, Pappe, MDF, Kraftplex, Sperrholz, Folien oder Plexiglas bis 6 mm Materialstärke und graviert Glas, Keramik, Emailie, Steine und Fliesen. Eine Auswahl meiner Laserpprojekte findet man unter Laser-Cut.
Aufbau und Installation
Da ich wusste, dass der bei Ebay Deutschland bestellte China Laser in einer soliden (großen) Holzverpackung angeliefert wird und ich keinen Ärger mit der Spedition haben wollte, ließ ich ihn mir Anfang 2015 in die Firma schicken. Ausgepackt passte er dann gerade in den kleinen 3er BMW.

Shenhui G350 CO2 Laser im Kofferraum
Schon vom Betrieb meiner CNC Fräsen wusste ich, dass solche CNC-gesteuerten X-Y-Z-Maschinen einen leichten Tisch schnell in unangenehme Schwingungen versetzen können. In meinem Keller hatte ich daher für den Laser schon einen soliden Tisch aus Regalprofilen und einer starken OSB Verlegeplatte aufgebaut. Das orange Abwasserrohr führt die Abluft auf kurzem Wege durch das Kellerfenster ins Freie.

Shenhui G350 CO2 Laser im Kofferraum
Um den Laser möglichst dicht an die Wand stellen zu können, habe ich den in der Rückwand des Lasers befindlichen blauen Lüfter ausgebaut und direkt in das Abluftrohr integriert. Nach einigem Suchen fand ich passende Adapterstücke im Baumakrt. Der Drehstromlüfter wird per mitgeliefertem Kondensator einphasig versorgt. Hier der Probeaufbau.

Absaugung für Shenhui G350 CO2 Laser
Die Elektrik des Shenhui 350 Lasers ist recht ordentlich aufgebaut. Ich habe nur die üblichen 2-poligen Amerikanischen 110 Volt Stecker gegen Kaltgerätestecker ausgetauscht und in einer Aluminiumplatte versenkt eingebaut. Da es im Kellerstromkreis keinen FI-Schutzschalter gibt, der Laser aber mit Wasserkühlung arbeitet, habe ich zur Sicherheit noch einen FI im Gerät "versteckt". Die Kiste über dem FI ist das Netzgerät für den CO2 Laser.

Umrüstung mit Kaltgerätestecker und FI-Schutzschalter (2015)
Der Laser ist mit einem gut ablesbaren Farbdisplay ausgestattet. Die Menüführung ist logisch und einfach aufgebaut. Vom Computer aus erreicht man den Laser per USB oder LAN Kabel. Man kann aber auch direkt von einem USB Stick oder aus dem integrierten Speicher der Lasersteuerung drucken.
Interessant auch das Prüfsiegel aus China mit dem Prüfdatum 30.10.2014. Mir wurde das Gerät am 06. Januar aus dem Englischen Ebay Lager des Händlers geliefert.

Shenhui G350 CO2 Laser mit Farbdisplay (2015)
Der Spiegelkopf des Lasers hat werksseitig einen Verfahrweg von 300 x 500 mm. In der Firmware konnte ich das auf 305 x 510 mm erweitern. In den großen Innenraum des Laser kann problemlos Rohmaterial von ca. 360 x 570 mm eingelegt werden. Die in der Höhe verstellbare, geschlitzten Tischplatte ist nicht als direkte Ablage für das zu schneidende Material geeignet, da die Verbrennungsrückstände nicht frei aus dem Material austreten können. Eine schnelle Verschmutzung des Hubtisches und starke Schmauchspuren auf der Materialunterseite wären die Folge.

Shenhui G350 CO2 Laser – Arbeitsraum (2015)
Als Schneidunterlage verwende ich ein Wabenblech, das für Sandwitchstrukturen im Flugzeugbau und im Rennsport verwendet wird. Die Verbrennungsgase können hierdurch gut abziehen. Die Bleche werden in zusammengefalteter Form angeliefert – siehe unten im Bild. Die für den Laserstrahl „sichtbare“ Wabenstärke beträgt lediglich 0,05 mm. Auf dieser kleinen Kontaktfläche zum Werkstück können sich folglich nur sehr wenig Verbrennungsrückstände ablagern. Die Bildung von Schmauchspuren auf den Werkstückunterseiten wird auf ein Minimum begrenzt.
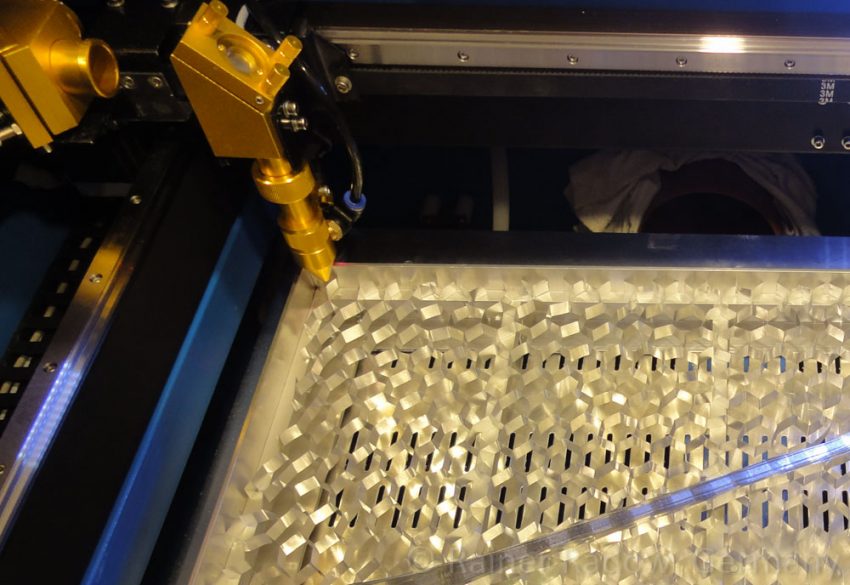
Shenhui G350 CO2 Laser mit Wabenrost als Werkstückauflage (2015)
Für die Wasserkühlung des CO2 Laser befand sich im Lieferumfang eine Teichpumpe. Bei ersten Tests habe ich normales Leitungswasser und einen 5 Euro Plastik-Mülleimer mit Deckel als Kühlwasserbehälter verwendet und darin die Teichpumpe versenkt. Lasert man durchgehen länger als 60 Minuten erwärmt sich das Wasser so stark, dass selbst in meinem kühlen Altbaukeller ein Abfall der Laserleistung zu verzeichnen ist. Den hier gezeigte Wärmetauscher kühle ich nur im Sommer zusätzlich mit einem großen PC Lüfter.

Wasserkühlung (2016)
Zur Vermeidung einer möglichen Algenbildung und als Frostschutz habe ich dem Leitungswasser später PKW Frostschutzmittel beigemengt.
Arbeiten mit dem Laser
Als mein Freund von meinem neuen Laser hörte, durfte ich ihm gleich ein paar Modellbahnhäuser aus Pappe schneiden. Diese Passgenauigkeit ist schon sehr beeindruckend. In der mitgelieferten RDWindows Schneid-Software kann dazu die Strahlbreite materialgerecht angepasst werden.
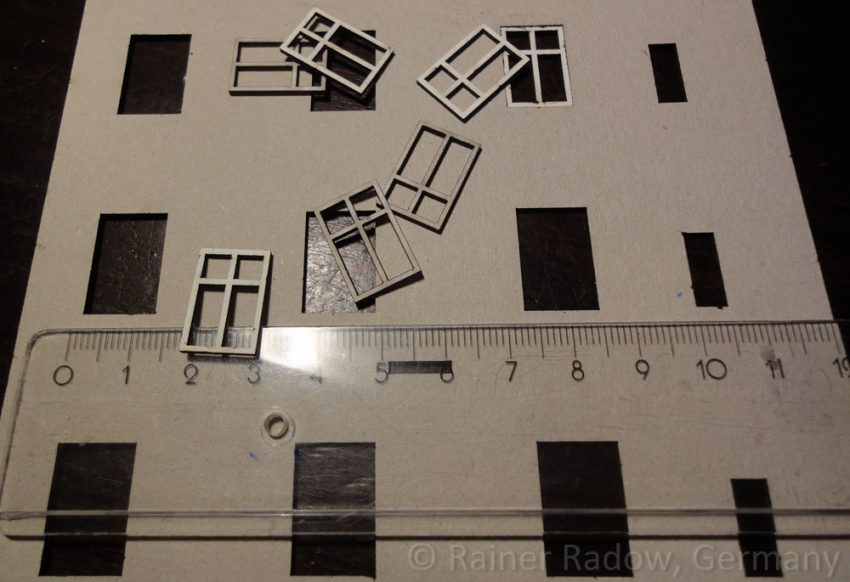
Modellbahnhaus aus Pappe (2015)
Für die Platinenfertigung zu meinem Wood-Walker Robotterprojekt sind auf meinem Laser schon einige SMD Lötpastenschablonen aus Folie und Papier entstanden. Diese Aufnahme zeigt außen den foot print für einen ATMEL 32U4 Prozessor mit 0,8 mm Anschlussabstand. Die Schlitze für die Lötpaste sind also ca. 0,45 mm breit, die Stege dazwischen 0,35 mm. In der Mitte sieht man das Muster für einen Motortreiber mit 0,6 mm Anschlussabstand, dort dann mit 0,3 mm schmalen Schlitzen.
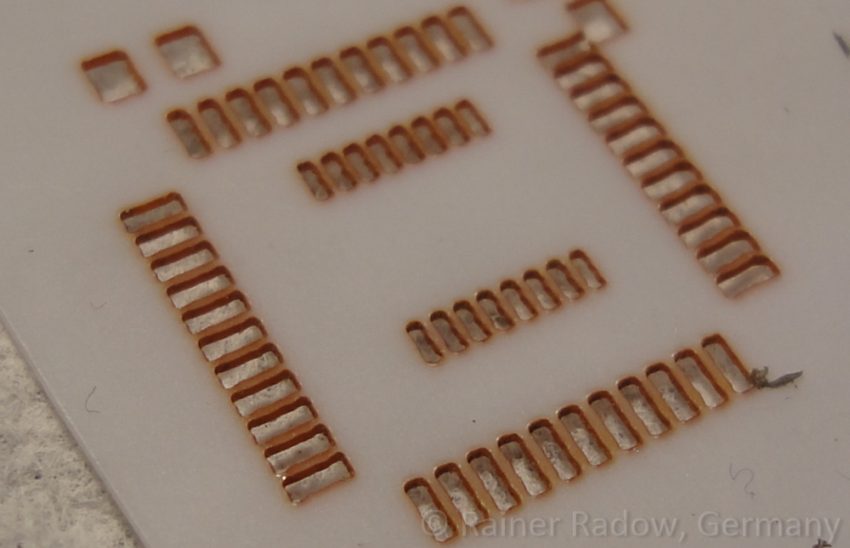
SMD Lötpastenschablone (2015)
Dieses Video zeigt den Schneidvorgang in Fotopapier. Benötigt man die Schablone nur für 1 oder 2 Platinen, genügt kunststoffbeschichtetes Fotopapier völlig!
Und natürlich habe ich auch schon viele Teile für meinen Wood-Walker Roboter aus 4 mm starkem Buchensperrholz geschnitten und beschriftet.
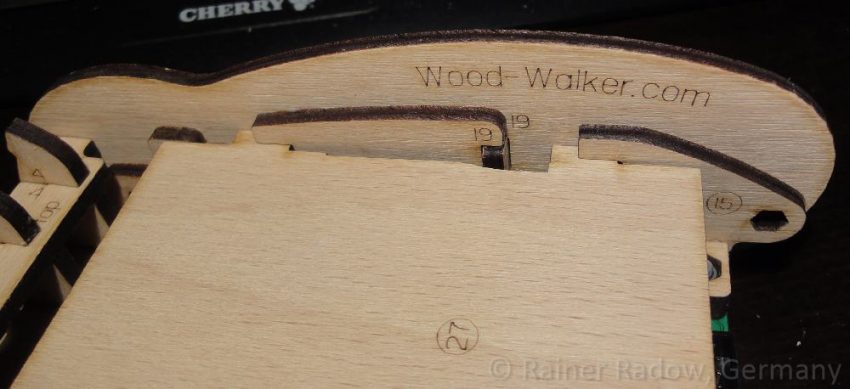
Wood-Walker Robot mit Laserbeschriftung (2015)
RD-CAM Laser Software 8.00.29
Die Software RD-CAM zur Bedienung des Lasers wird vom Hersteller der im Laser integrierten Steuerungshardware (Ruida) kostenlos zur Verfügung gestellt. Meine Konstruktionen importiere ich meistens als 2D DXF Datei. Verschiedene Linienfarben interpretiert RD-CAM als verschiedene Layer. Den Layern kann man unterschiedliche Schnittparameter zuweisen und sie in einer vorwählbaren Reihenfolge abarbeiten lassen.
Für meinen Laser müssen in der "Config" die Parameter "Axis Mirror" und "Laser head" folgendermaßen gesetzt werden:
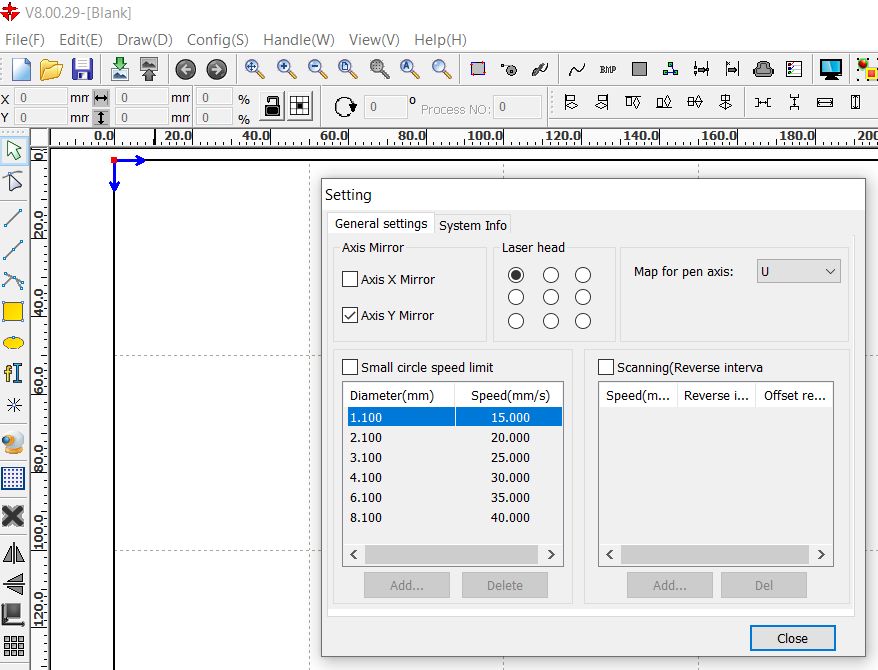
"Config" Parameter für "Axis Mirror" und "Laser head" (2021)
Für die "Page settings" habe ich an meinem Laser die maximalen Verfahrwege 505 x 305 mm ermittelt.
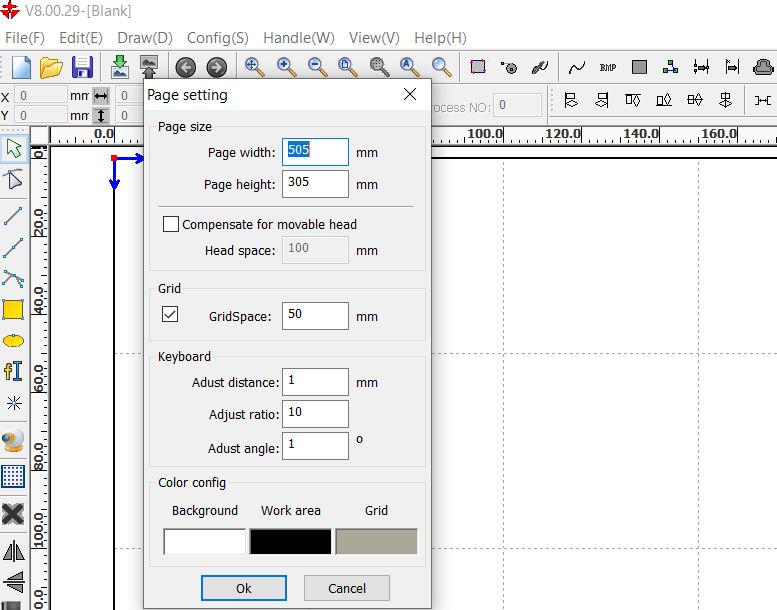
Maximalen Verfahrwege 505 x 305 mm (2021)
Die Lasereinstellungen werden für jeden Layer individuell eingestellt. Ich verwende immer noch die RD-CAM Version V8.00.29, obwohl diese schon recht alt ist. Sie ist allerdings die letzte mir bekannte Version, bei der man unter "Other cutting param" Die Schnittkompensation (von der Fräse her als Werkzeugkorrektur bekannt) einstellen kann. Für gewöhnliche Arbeiten mag dies nicht nötig sein. Für passgenaue Steckverbindungen oder meine Lötpastenschablonen spielen 0,1 bis 0,2 mm Schnittbreite aber schon eine Rolle.
Durch die "Inward" Kompensation fährt der Laser die Kontur um die angebende werstoffspezifische Strahlbreite nach innen versetzt ab. Eine Bohrung von 10 mm Durchmeser wird dadurch exakt ausgeschnitten, während der innere Abfall um die Schnittbreite des Lasers kleiner ist. Die "Outward" Kompensation bewirkt natürlich das Gegenteil: das Innenteil würde als Scheibe mit 10 mm Durchmesser herausfallen, während das Loch im Werkstück größer wird.

"Inward" Kompensation (2021)
